
Request a Quote
Request a Quote
" Recul de tôle " fait référence à la distance par laquelle un pli ou un pli dans une pièce de tôle est en retrait ou positionné par rapport au bord ou au pli précédent. Il s'agit d'un facteur crucial dans la fabrication de la tôle, car le retrait détermine la précision de la forme finale et dimensions de la pièce métallique fabriquée.
Le retrait est généralement spécifié dans les dessins techniques ou de conception pour garantir que les courbures sont effectuées aux emplacements corrects pour obtenir la géométrie et l'ajustement souhaités du composant en tôle.
Dans le domaine de la fabrication de tôles, les retraits sont des facteurs essentiels qui influencent la précision et la qualité du processus de pliage. Les revers peuvent être classés en deux catégories principales : les revers internes et les revers externes. Ces retraits dépendent de deux variables principales : l'angle auquel la tôle est pliée et le rayon de courbure.
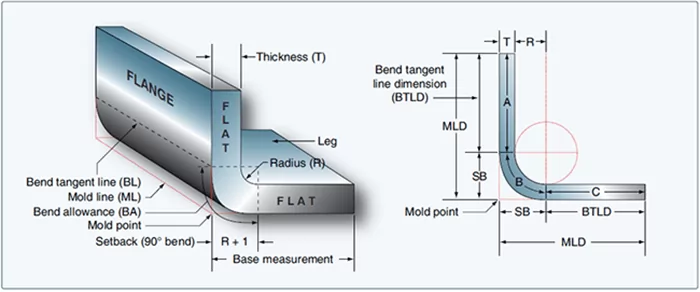
Le retrait interne, la première catégorie, est une mesure critique qui consiste à déterminer la distance entre le point d'intersection du rayon intérieur avec la ligne formée intérieure et le sommet de cette ligne formée intérieure spécifique. Cette mesure joue un rôle fondamental en garantissant que le pli est positionné avec précision par rapport au bord de la tôle et à tout pli précédent, affectant finalement la géométrie et l'ajustement du composant métallique fabriqué.
Les revers externes, la deuxième catégorie, sont tout aussi importants. Il englobe la mesure de la distance entre le point d'intersection du rayon avec la bride et le sommet de courbure extérieur. Semblables aux retraits internes, les retraits externes sont influencés par les modifications des angles et des rayons de courbure. Ces mesures sont indispensables car elles permettent un contrôle précis du positionnement des pliages par rapport aux bords de la tôle et des opérations de pliage préalables. En comprenant à la fois les retraits externes et la déduction requise pour le pliage, les ingénieurs et les fabricants peuvent calculer le paramètre essentiel appelé tolérance de pliage, garantissant ainsi que le produit final est conforme aux tolérances et exigences spécifiées.
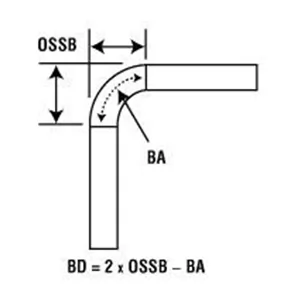
BA (allocation de pliage) = 2OSSB-BD (déduction de pliage)
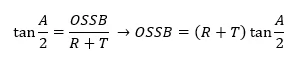
La marge extérieure peut être calculée par la formule suivante
Marge extérieure (OSSB) = Tan (A/2) × (T+R)
La somme de la déduction pour pliage et de la tolérance pour pliage est égale à deux fois la marge extérieure.
Cela peut être exprimé par T (épaisseur de la tôle) + A (angle de courbure) + R (rayon de courbure intérieur).
Pour un angle de pliage de 90°, la valeur du retrait est égale au rayon de pliage plus l'épaisseur de la tôle.
Lorsque l'angle de pliage est inférieur à 90°, l'angle complémentaire est généralement utilisé, et lorsque l'angle de pliage est supérieur à 90°, l'angle inclus ou l'angle complémentaire est généralement utilisé.

Comprendre la notion de retrait de tôle est essentiel pour atteindre la précision et l’exactitude dans le domaine de la fabrication métallique. En maîtrisant ces principes, les fabricants et les ingénieurs peuvent garantir que leurs composants en tôle répondent aux spécifications et tolérances requises, conduisant finalement à des produits finis de haute qualité.
À Durmark , nous sommes spécialisés dans la production de machines en tôle. Si vous souhaitez en savoir plus sur les machines à tôler, n'hésitez pas à nous contacter !
.png)




.png)
.png)