
Request a Quote
Request a Quote
_1650785659_WNo_1000d560.webp)
Si vous souhaitez acheter un poinçonneuse pour traiter des produits, vous devez en savoir plus sur la connaissance du processus d'estampage. Beaucoup de gens ne connaissent que la connaissance unilatérale de la presse, et la compréhension du processus d'estampage n'est pas grande.
Dans cet article, j'espère apprendre :
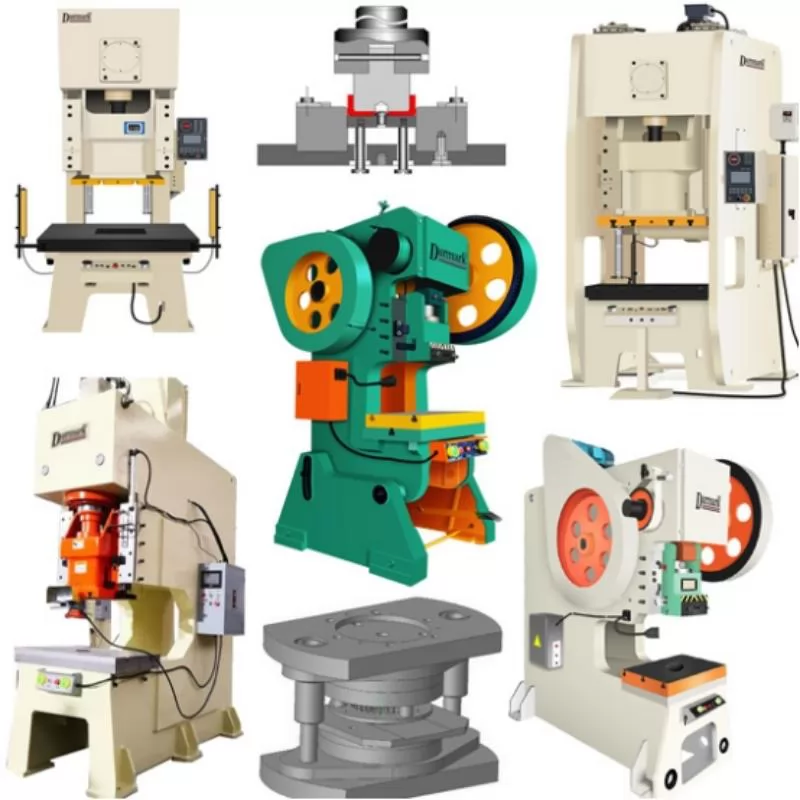
Le lit de poinçonnage est une presse à poinçonner. Dans la production, le processus d'estampage est de plus en plus largement utilisé en raison des économies de matériaux et d'énergie, du rendement élevé, des faibles exigences techniques pour l'opérateur et, grâce à une variété d'applications de moules, il permet de fabriquer des produits qui ne peuvent pas être obtenus par traitement mécanique.
La production d'emboutissage est principalement destinée à la plaque. Grâce au moule, nous pouvons réaliser des pièces de découpage, de poinçonnage, de formage, d'étirage, d'habillage, de poinçonnage fin, de façonnage, de rivetage et d'extrusion, etc., largement utilisées dans divers domaines. On utilise par exemple des prises d'interrupteur, des tasses, des armoires, des plats, des boîtiers d'ordinateur... Il existe de nombreux accessoires qui peuvent être réalisés avec une poinçonneuse au travers d'une matrice.
Le principe de conception de la poinçonneuse est de convertir le mouvement circulaire en mouvement linéaire, d'entraîner le volant par la sortie du moteur principal, l'engrenage d'entraînement, le vilebrequin via l'embrayage (ou l'engrenage excentrique), la bielle, etc., pour obtenir le mouvement linéaire du bloc coulissant, de le moteur principal au mouvement de la bielle pour un mouvement circulaire.
La presse exerce une pression sur le matériau pour le déformer plastiquement afin d'obtenir la forme et la précision souhaitées, c'est pourquoi un ensemble de moules (divisés en moules supérieur et inférieur) doit être utilisé.
Le poinçon est divisé en : poinçon mécanique, poinçon pneumatique, poinçon hydraulique,
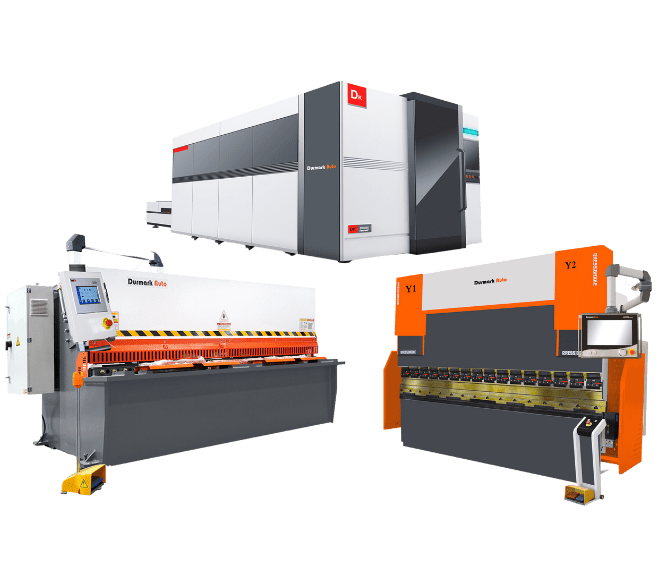
La ligne de production d'emboutissage est divisée en : ligne de production d'emboutissage au rouleau et ligne de production d'emboutissage de tôle
Pliage : méthode de formage du plastique consistant à plier des plaques métalliques, des raccords de tuyauterie et des profilés selon un certain angle, courbure et forme. Le pliage est l’un des principaux procédés largement utilisés dans la production d’emboutissage. Le pliage de matériaux métalliques est essentiellement un processus de déformation élasto-plastique. Après le déchargement, la pièce produira une déformation de récupération élastique dans la direction appelée rebond. Le retour élastique affecte la précision de la pièce à usiner et constitue la technologie clé à prendre en compte dans le processus de pliage.
Emboutissage profond : l'emboutissage profond, également connu sous le nom d'emboutissage ou de calandrage, est la méthode de traitement d'emboutissage consistant à utiliser le moule pour fabriquer la plaque vierge après découpage en pièces creuses ouvertes. Des pièces à paroi mince de formes cylindriques, étagées, coniques, sphériques, en forme de boîte et autres formes irrégulières peuvent être fabriquées par processus d'emboutissage profond. Associé à d’autres procédés d’emboutissage, il peut également produire des pièces extrêmement complexes. En raison des différentes caractéristiques géométriques, la position de la zone de déformation, la nature de la déformation, la répartition de la déformation ainsi que l'état des contraintes et la loi de répartition de chaque partie de la billette présentent des différences considérables, voire essentielles.
Tirer : consiste à exercer une tension sur la feuille à travers la matrice de traction, de sorte que la feuille produise une contrainte de traction et une contrainte de traction inégales, puis la surface de montage de la feuille et de la matrice de traction s'étend progressivement jusqu'à ce que la surface du modèle de traction s'adapte complètement. L'objet d'application de la forme de traction est principalement la peau à double courbure avec certains matériaux de fabrication plastique, une grande surface, des changements de courbure doux et lisses et des exigences de qualité élevées. En raison de la simplicité des équipements de traitement et des équipements utilisés, le taux d'utilisation des matériaux et la productivité sont faibles.
Filature : est une sorte de technologie de traitement rotatif des métaux. Au cours du processus d'usinage, l'ébauche tourne activement avec la filière de filage ou la tête de filage tourne activement autour de l'ébauche et de la filière de filage, et la tête de filage se déplace par rapport à la filière à noyau et à l'ébauche pour amener l'ébauche à produire une déformation locale continue et obtenir les pièces de corps rotatif creux requises.
Le façonnage : il s'agit d'utiliser la forme établie de l'outil abrasif pour réparer la forme du produit. Principalement reflété dans le plan de pression, le pied à ressort, etc. Compte tenu de l'élasticité de certains matériaux, le recours au retraitement ne peut garantir la qualité d'un moulage.
Renflement : est la méthode de traitement consistant à utiliser le moule pour rendre la plaque finement étirée et augmenter la surface locale pour obtenir des pièces. Formage ondulé, renflement de billettes cylindriques et formage d'étirement de billettes plates couramment utilisés. Le renflement peut être obtenu par diverses méthodes, telles que la matrice, le caoutchouc et l'hydraulique.
Bridement : il s'agit d'une méthode de traitement du plastique qui plie le bord de la billette en feuille mince ou la zone de bande étroite du bord du trou préfabriqué en bord vertical le long d'une courbe ou d'une ligne droite. Le bridage est principalement utilisé pour renforcer le bord des pièces, supprimer les bords coupés et réaliser des pièces assemblées et reliées à d'autres pièces ou pièces tridimensionnelles avec des formes spécifiques complexes et un espace raisonnable, tout en améliorant la rigidité des pièces.
Retrait : c'est une méthode d'emboutissage permettant de réduire le diamètre de l'extrémité ouverte des pièces creuses ou des billettes sans rebord qui ont été étirées. Avant et après le retrait de la pièce, le changement de diamètre de l'extrémité ne doit pas être trop important, sinon l'extrémité du matériau sera fortement comprimée et froissée. Par conséquent, d'un grand diamètre à un petit diamètre du col, des retraits multiples sont souvent nécessaires.
Poinçon largement utilisé dans l'électronique, les communications, les ordinateurs, les appareils électroménagers, les meubles, les transports (automobile, moto, vélo), l'estampage et le formage de pièces de quincaillerie.
Le fuselage est stable sans déformation
Haute précision stable.
Performances de fonctionnement fiables et sûres.
Automatisation de la production, économie de main-d'œuvre, haute efficacité.
Le réglage de la vitesse de glissement est divisé en réglage manuel et réglage électrique, ce qui est pratique, fiable, sûr et rapide, et la précision peut atteindre 0,1 mm.
Conception nouvelle et protection de l'environnement. Il présente les avantages d'un faible bruit, d'une faible consommation d'énergie et d'une absence de pollution.

Choisissez l'équipement de poinçonnage, tout d'abord pour comprendre clairement les caractéristiques des produits traités (y compris la nature du processus d'emboutissage, la taille de la production, la taille géométrique des pièces d'emboutissage, les exigences de précision, la distribution du processus, les produits finis, le traitement des déchets, etc.).
Les caractéristiques de tous les types d'équipements d'estampage (y compris la taille de la pression et de la puissance, les dispositifs et fonctions auxiliaires, la course, la vitesse, la précision, la taille de l'espace du moule, la taille de l'espace de travail, etc.).
Convient pour la combinaison de ces deux caractéristiques. C'est-à-dire que les performances de l'équipement de poinçonnage sélectionné et le traitement des produits doivent s'adapter aux exigences de performance de l'équipement, dans la mesure du possible pour ne pas provoquer de manque ou de gaspillage. Ensuite, déterminez le type et les spécifications de l’appareil.
Le type d'estampage doit être sélectionné en fonction de la quantité et de la vitesse des produits d'estampage requis. Les différents modèles de presse diffèrent dans le choix des matériaux.
.png)




.png)
.png)