
Request a Quote
Request a Quote
Ces dernières années, les cas d'application des robots industriels en Chine ont augmenté rapidement, principalement dans les domaines du soudage, de la pulvérisation, de la manutention et autres, et il n'y a pas beaucoup d'applications dans le pliage. Le pliage de pièces est un type de travail largement utilisé et comportant certains dangers. Les perspectives du marché du pliage robotisé sont donc très optimistes et il existe de nombreuses expériences réussies à l'étranger. À l'heure actuelle, 40 à 50 % des cintreuses des ateliers de transformation de tôles en Europe et en Amérique sont équipées d'un système de pliage automatique robotisé, tandis que l'automatisation du pliage en Chine n'en est qu'à ses balbutiements. Au cours des 10 prochaines années, la demande intérieure de robots de pliage augmentera en ligne droite.

L'unité d'usinage flexible de pliage de plaques CNC avec robot comme partie exécutive principale est un ensemble de combinaisons d'équipements hautement automatiques, qui présente les avantages d'un rendement élevé, d'une qualité élevée et d'une flexibilité élevée. Dans l'unité d'usinage flexible de pliage, le choix de la combinaison de composants appropriée peut fournir un meilleur support pour améliorer l'efficacité et la flexibilité de l'usinage. La précision du pliage dépend de la précision de la cintreuse elle-même, de la précision du positionnement du robot et du contrôle coopératif entre le robot et la cintreuse. La difficulté du contrôle coopératif réside dans l'adaptation de la vitesse entre le robot et la cintreuse, ainsi que dans le chemin de roulement du robot supportant la pièce. Le mauvais effet de suivi affectera sérieusement l’effet de formation de l’angle de pliage et de la plaque.
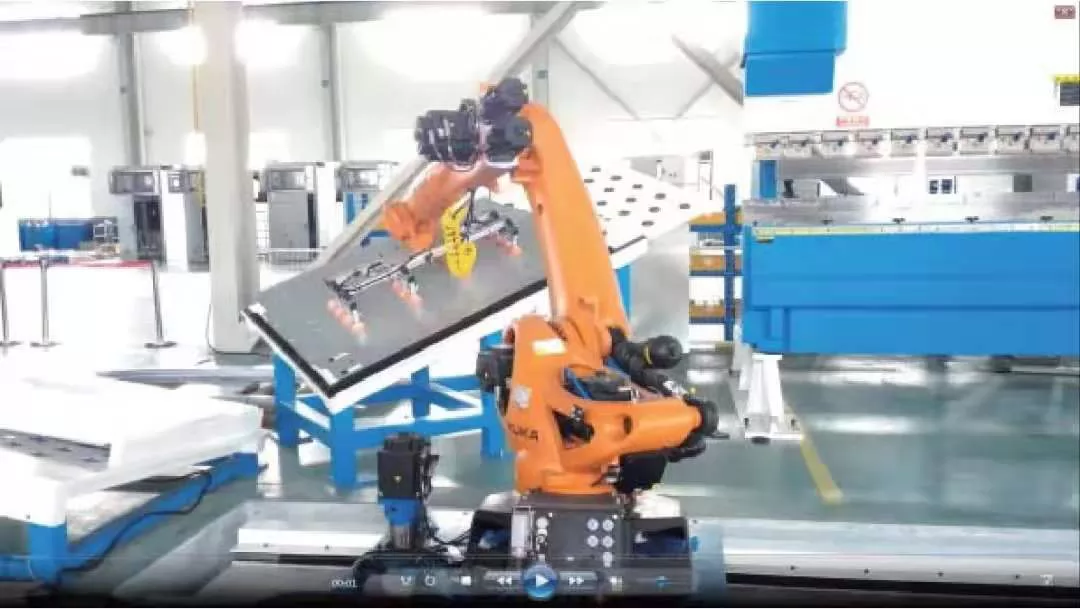
L'unité de traitement de quasi-cintrage (Figure 1) prend le robot et la machine à cintrer comme noyau, et la pince, la plate-forme de chargement, la plate-forme de découpe, l'établi de positionnement, le cadre de tournage, le dispositif de changement de main et divers capteurs de détection comme composants auxiliaires.
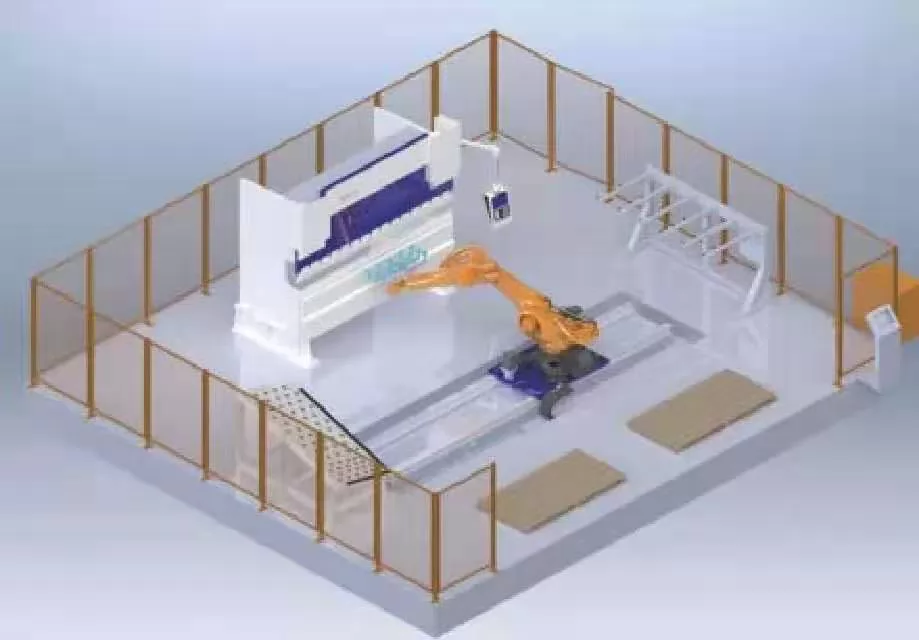
La benne est la « main » d'un robot au lieu d'un travail manuel. La pince du robot cintreur est généralement composée de plusieurs ventouses installées sur un châssis métallique. La plate-forme de chargement et la plate-forme de déchargement adoptent généralement une palette de palettisation, et une bande transporteuse ou une table à rouleaux sont également utilisées pour transporter des matières premières et des produits finis. Les plaques huileuses sont faciles à coller, ce qui conduit à ramasser plusieurs plaques à la fois. Un dispositif de séparation (tel qu'un séparateur magnétique) et un capteur de détection peuvent être installés à côté de la table d'alimentation pour garantir que les plaques à saisir sont des feuilles simples. La table de positionnement est une plateforme inclinée dotée d'un déflecteur, sur laquelle se trouvent des micro billes surélevées. Le robot transfère la plaque d'acier vers la plate-forme de positionnement et la plaque glisse librement jusqu'au bord de retenue sous l'effet de la gravité. Parce que la position et le bord de la table de positionnement sont fixes, lorsque le robot saisit à nouveau la plaque, la position de la plaque et du grappin est relativement précise et fixe, ce qui fournit une référence pour le prochain pliage. Le trépied est un cadre fixe du dispositif de préhension. Lorsque le robot doit prendre la pièce dans une position différente, il peut placer la pièce sur le cadre de retournement pour la fixer, puis le robot peut à nouveau saisir la pièce dans une nouvelle position. Dans certaines occasions spéciales, il est également possible d'utiliser le moule de la cintreuse pour serrer la pièce et modifier la position de préhension.
Le travail de l'unité de traitement de pliage est principalement divisé en six processus : alimentation, récupération, centrage, tournage, pliage et empilement, comme le montre la figure 2.
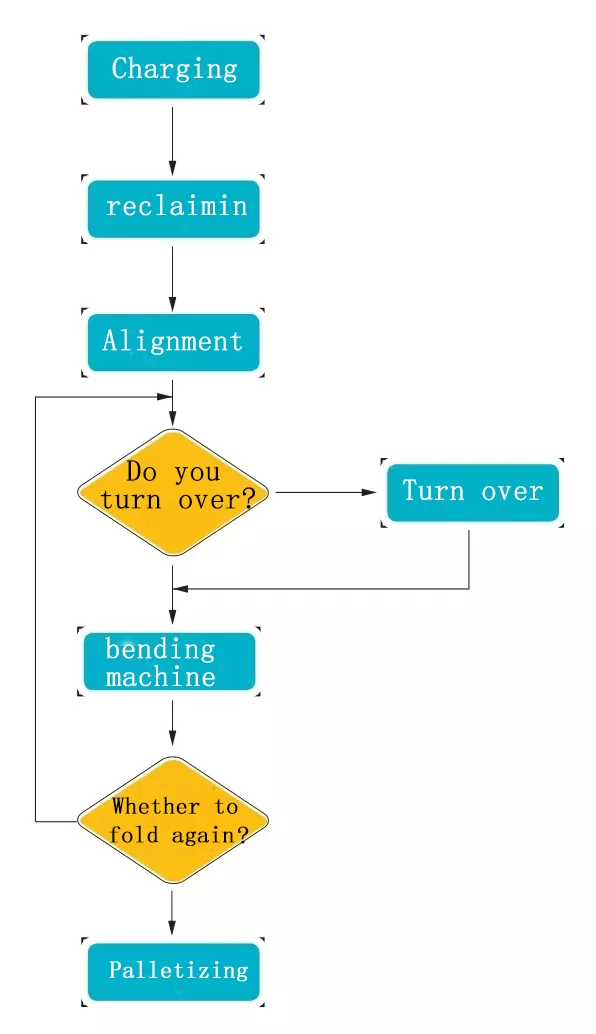
1. Chargement. Placez manuellement toute la pile de plaques à traiter sur la plate-forme de chargement et installez le commutateur de détection de plaques sur la plate-forme de chargement pour empêcher le robot de saisir le plateau une fois que toutes les plaques sont traitées.
2. Retirez les matériaux. Le robot se dirige vers la position de la plate-forme de chargement et détecte la hauteur de la plaque grâce au capteur à ultrasons installé sur la benne. Selon les données de détection, il se dirige automatiquement vers la position appropriée pour saisir la plaque. Après avoir saisi la plaque, il mesure l'épaisseur de la plaque à travers le dispositif de mesure d'épaisseur, afin d'éviter de saisir plusieurs plaques en même temps, ce qui entraînerait un échec de traitement. Après avoir réussi la mesure d'épaisseur, il est prêt pour le centrage.




.png)




.png)
.png)